Luckywater news
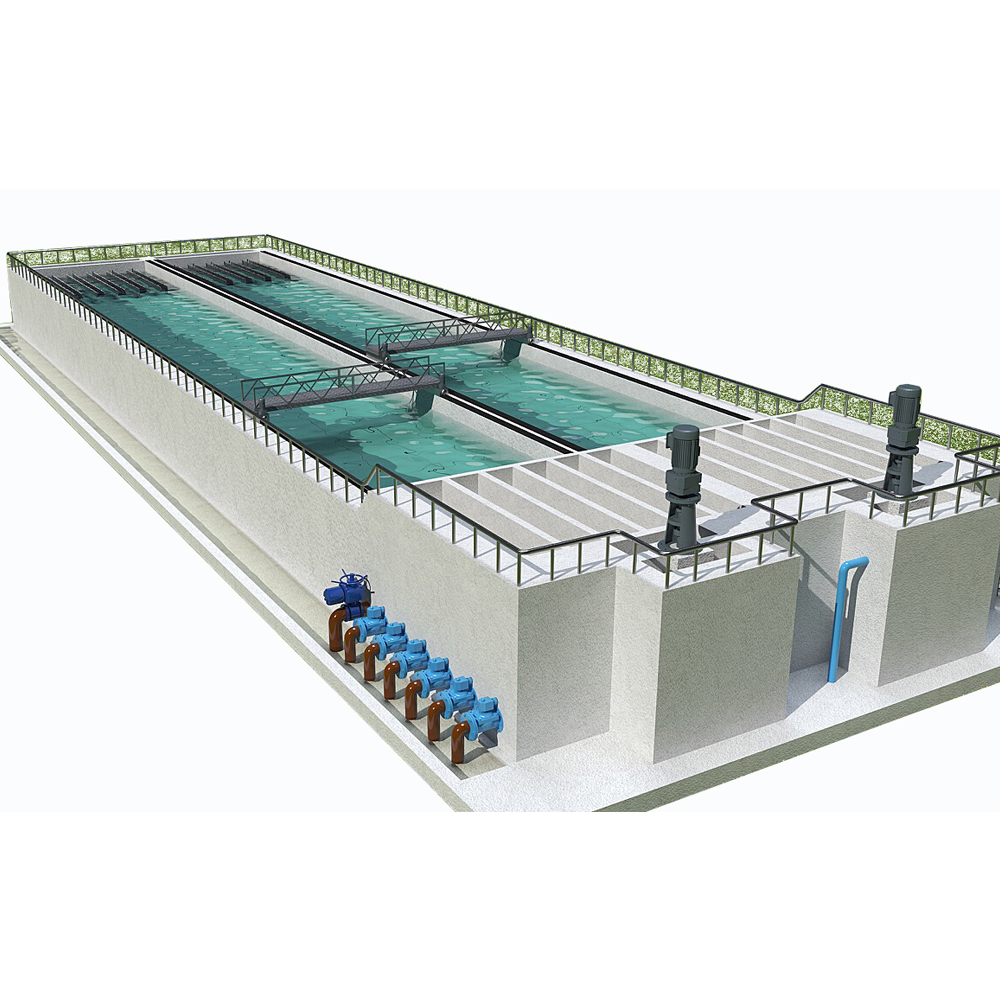
Integrated High-Efficiency Sedimentation Tank with Sludge Reflux System
1. Strong Anti-Impact Load, Stable Water Output Equipped with an independent sludge reflux circulation system, it stably balances the sludge concentration in the tank. It effectively resists sudden fluctuations in water volume, turbidity and water quality, solves the problem of unstable flocculation and turbid effluent of ordinary sedimentation tanks, and